O
acidente ocorreu quando um produto químico foi descarregado
erroneamente para um tanque de armazenagem. O produto químico
descarregado do caminhão reagiu com o produto químico armazenado no
tanque, produzindo sulfeto de hidrogênio, um gás altamente tóxico.
Dois trabalhadores ficaram expostos, um deles morreu em decorrência
da exposição ao sulfeto de hidrogênio. O acidente ocorreu no dia
04 de junho de 1999, uma sexta-feira, na cidade de Whitehall, no
estado de Michigan, EUA e foi objeto de investigação pelo Comitê
Nacional de Segurança de Transporte dos EUA (United States National
Transportation Safety Board - NTSB).
A
empresa (um curtume) recebia carregamentos de sulfato ferroso
(FeSO4), ácido sulfúrico (H2SO4) e
hidrossulfito de sódio (NaHS). Os produtos eram mantidos em tanques
de armazenagem separados, nas instalações da própria empresa. A
área de transferência de sulfato ferroso estava localizada na parte
nordeste da empresa. A conexão para descarregamento de produto não
estava equipada com uma trava ou qualquer outro dispositivo de
segurança ou de proteção. A empresa recebia carregamentos de
sulfato ferroso durante todos os turnos de trabalho. De acordo com
funcionários da empresa, quando um produto químico era recebido no
primeiro turno, o gerente de meio-ambiente ou o superintendente,
geralmente auxiliavam o motorista. Os funcionários declararam que,
quando um carregamento chegava no segundo ou no terceiro turnos, os
supervisores de turno auxiliavam os motoristas. Esses empregados,
segundo a companhia, mostravam ao motorista onde descarregar o
produto e indicavam a conexão de ar comprimido, utilizada para
pressurizar o compartimento de carga do caminhão-tanque para efetuar
o descarregamento do produto. Após completada a transferência de
produto, os empregados assinavam o manifesto (documentação)
atestando que a carga havia sido entregue. Esses procedimentos não
estavam escritos e a investigação verificou que esses procedimentos
nem sempre eram seguidos. A empresa não possuía um programa de
treinamento de seus empregados no descarregamento de caminhões de
carga.
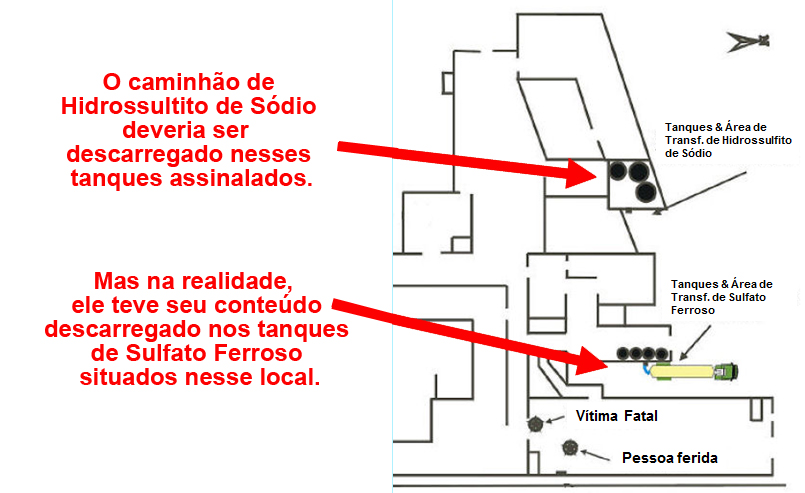 |
| Este lay out da empresa indica a localização dos tanques de armazenagem de hidrossulfito de sódio e a área de descarregamento desse produto (acima), bem como as áreas de tancagem e descarregamento de sulfato ferroso (abaixo). No dia do acidente, não havia nenhum empregado da empresa nas imediações de ambas as áreas de transferência. |
O
ACIDENTE (sequência dos eventos)
No
dia do acidente, aproximadamente às 3:30h da madrugada, de uma
sexta-feira, um caminhão-tanque chegou ao curtume trazendo uma carga
de solução de hidrossulfito de sódio (NaSH). O motorista nunca
havia estado naquela empresa antes. Na sua chegada, ele solicitou
apoio a um empregado do curtume. O empregado chamou o supervisor de
turno, que se encontrou com o motorista na estação de trabalho dos
empregados da unidade. O supervisor de turno declarou que o único
carregamento de produto químico que ele havia recebido anteriormente
durante o terceiro turno fora “pickle acid” (sulfato ferroso -
FeSO4). Ele dissera não ter sido avisado de que haveria
uma entrega de outro produto químico durante o seu turno de
trabalho, ele então supôs que essa carga também deveria ser
de “pickle acid” (sulfato ferroso). O supervisor declarou que,
como o motorista não conhecia o lay out da unidade e não estava
familiarizado com o local onde descarregar sua carga, ele guiou o
motorista através da unidade em direção à área de transferência
de “pickle acid” (sulfato ferroso). O supervisor não
verificou que produto químico estava realmente recebendo. A
documentação do carregamento identificava corretamente a carga como
sendo solução de hidrossulfito de sódio.
O
supervisor de turno mostrou ao motorista a conexão de sulfato
ferroso (a única conexão para transferência de produto em operação
naquele local) para que ele pudesse efetuar a transferência do
produto. O supervisor de turno então destravou um portão para
permitir o acesso do motorista para o interior da unidade. O
motorista solicitou ao supervisor que assinasse os documentos da
carga para que não fosse necessário se encontrar com ele novamente
após o final da transferência do produto. Segundo o supervisor, ele
assinou os papéis sem lê-los e deixou a área. Os documentos
que o supervisor assinara diziam o seguinte: “Eu verifiquei os
documentos desse carregamento e constatei que havia espaço de
armazenagem suficiente para receber este carregamento e foi feita a
conexão para a instalação de armazenagem correta.”
 |
| Esta foto mostra a área de descarregamento de sulfato ferroso, com uma mangueira conectada entre o caminhão e a tubulação que vai para o tanque de armazenagem de sulfato ferroso. |
Quando
o motorista do caminhão chegou à área de transferência, já havia
uma mangueira de transferência conectada a uma tubulação,
identificada como “SULFATO FERROSO”, na lateral da instalação
predial de transferência. Durante a investigação que se seguiu ao
acidente, os investigadores encontraram o outro lado da mangueira de
transferência conectada ao caminhão-tanque e, assim, chegaram à
conclusão que a solução de hidrossulfito de sódio havia sido
efetivamente transferida do caminhão-tanque para o tanque de
armazenagem contendo sulfato ferroso.
 |
| Nesta foto, uma foto em detalhe da conexão utilizada para descarregamento de sulfato ferroso, claramente identificada como tal. Mesmo assim, um caminhão contendo hidrossulfito de sódio foi descarregado através dessa conexão no dia do acidente. |
A
solução de hidrossulfito de sódio reage com a solução de sulfato
ferroso produzindo sulfeto de hidrogênio, um gás venenoso.
Cerca
de 4 h da madrugada, um empregado que estava no subsolo do prédio do
curtume sentiu um odor pungente e perdeu a consciência. O empregado
dissera que após recuperar a consciência, cerca de 10 minutos
depois, conseguiu sair sozinho do prédio para uma área adjacente ao
estacionamento sul, onde encontrou com outros empregados. Um desses
empregados ligou para o número de emergência, nos EUA, 911. O
motorista foi encontrado inconsciente dentro do prédio do curtume, a
aproximadamente 70 metros (230 pés) da área de transferência. Ele
acabou falecendo no local e mais tarde ficou esclarecido que a causa
da morte havia sido em decorrência da exposição ao gás
sulfídrico. Não havia nenhum telefone ou outros meios de
comunicação próximos à área de transferência que pudessem ser
usados pelo motorista para comunicar uma emergência ao pessoal da
unidade.
 |
| Nesta imagem indica a localização do operador no local em que ficou exposto ao hidrossulfeto de hidrogênio e que felizmente se recuperou a tempo de procurar ajuda. Ela também indica onde o motorista do caminhão foi encontrado e infelizmente morreu, vítima da exposição ao hidrossulfeto de hidrogênio. |
O
hidrossulfeto de hidrogênio produzido através da reação química
escapou do tanque de armazenagem através de seu vente, atingindo o
interior do prédio e outras áreas de trabalho da empresa.
CAUSA
PROVÁVEL
O
Comitê Nacional de Segurança de Transporte dos EUA (“United
States National Transportation Safety Board - NTSB, concluiu que a
causa provável deste acidente foi a falha da companhia em
estabelecer procedimentos de descarregamento, práticas e controles
de gerenciamento adequados para assegurar o descarregamento seguro de
produtos químicos em tanques de armazenagem.
O
supervisor de turno supos que o caminhão contivesse o mesmo produto
que ele frequentemente recebera no passado e não verificou a
documentação da carga para confirmar o real conteúdo do caminhão.
Era o que deveria ter sido feito, de acordo com os procedimentos da
empresa, mas esses procedimentos não estavam escritos. E ainda, o
motorista do caminhão não estava familiarizado com a empresa, porém
lhe foi permitido efetuar a descarga do caminhão sozinho, sem a
presença de nenhum empregado da empresa durante a operação de
descarregamento.
Fatores
adicionais incluem a falta de meios de comunicação na área de
descarregamento. Caso o motorista do caminhão se desse conta que
estava em perigo, não havia nenhum meio de comunicação que ele
pudesse utilizar para pedir socorro.
A
documentação da carga do caminhão, identificava corretamente o seu
conteúdo e a tubulação na estação de descarregamento estava
claramente identificada para um produto diferente. Mas ninguém
verificou se o produto no caminhão era o mesmo que o indicado nas
tubulações de descarregamento.
QUÍMICA
FeSO4
+ 2 H2O ---> Fe(OH)2 + 2 H+ + SO4(2-)
2
H+ + 2 NaSH ---> 2 H2S (gás) + 2 Na+
Toxicidade
do sulfeto de hidrogênio:
A
primeira via de exposição é através da inalação e o gás é
rapidamente absorvido pelos pulmões. A absorção pela pele é
mínima. As pessoas podem vir a sentir um odor de “ovo podre” do
sulfeto de hidrogênio em baixas concentrações no ar. Entretanto,
com a exposição contínua a baixas concentrações, ou a altas
concentrações, uma pessoa perde sua capacidade de sentir o gás,
mesmo ele estando presente no ambiente (fadiga olfativa). Isso pode
acontecer muito rapidamente e, em altas concentrações, essa
capacidade de sentir o gás através do olfato pode ser perdida
instantaneamente. Desta forma, NÃO CONFIE no seu olfato para
detectar a presença do sulfeto de hidrogênio em baixas ou perigosas
concentrações desse gás. Uma concentração de H2S de
100 ppm ou maior é dita Imediatamente Perigosa à Vida e à Saúde
(IDLH).
Fonte:
Center
for Process Safety Board - CCPS




























